
レーザー溶接のメリットは何ですか?
レーザー溶接は他の溶接方法と比べて、熱による影響を抑えながら、必要最小限の肉盛が可能です。アルゴン溶接やTIG溶接等は、必要のない部分まで溶かすので、ワークへのダメージが大きくなり、後処理に時間が掛かります。レーザー溶接は局部的に溶かすため、最小の盛り量で済み、熱による反りも少ないので後処理が楽になります。また、熱による溶接部周辺の変色も起きにくいため、外観を気にする部品にも向いています。
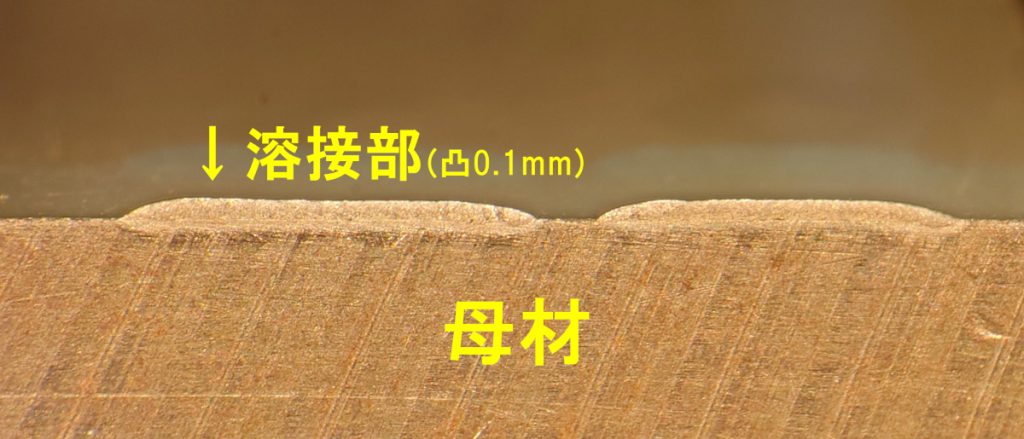
上の顕微鏡写真は、レーザー溶接で肉盛りした部分の断面です。母材への溶け込みは均一で、端部のヒケも極めて少ないのが特徴です。熱による影響も最小限に抑えられていることがわかります。
レーザー溶接のデメリットは何ですか?
通常は角出しや薄盛りが多いですが、時に1~2mmと厚く盛る場合があります。その場合アルゴンやTIG溶接に比べて時間(費用)がかかる場合があります。
溶接前の準備などはありますか?
溶接個所の下準備と溶接指示書をご用意下さい。溶接個所の大きなバリ、メクレ、カエリなどは予め平らにして下さい。溶接指示は油性ペンでのマーキング、または弊社で用意している指示書にご記入頂けると確実です。ご不明な点がございましたらお気軽にお申し付け下さい。
薄い部品を溶接すると反りますか?
形状にもよりますが、反る場合もあります。ご不安な点が御座いましたらお気軽にご相談下さい。
溶接部はどの程度ヒケが発生しますか?
材質にもよりますが、高熱を発しないためヒケが約0.003mmで収まります。
溶接部に焼きが入りますか?
材質にもよりますが、溶接部分に多少の焼きが入る場合があります。HRC硬度で1~3度ほど硬くなります。
窒化処理、焼入処理されたものは対応できますか?
可能です。
窒化層の深さによっては表面がクレーターのように凸凹になり巣やヒケが発生します。そのため窒化層をとばして溶接をします。溶接後のならしを十分に行いますが、万一巣が出た場合は手直しさせて頂きます。
発注の流れを教えてください
- お電話にて来社または引取のご連絡をお願いします。(TEL 072-884-0806)
- サイズ・重量・材質・数量・納期 などをお伝え下さい。
- 弊社より出来上がりのご連絡をさせて頂きます。
- 溶接部分のご確認をお願いします。
遠方なのですが利用可能ですか?
宅配便などで輸送して頂ければ対応可能です。九州、中部地方のお客様もおられます。ただし搬入の都合上、大型の部品(300ミリ角または30~40kg以上)の場合はご依頼前にご相談頂きますようお願い致します。
クレーンは何トンまでありますか?
現在のところクレーンを設置していないため、手で積み下ろしできる重量が限度です。